Гибка листового металла
Гибка листового металла — это технология, позволяющая получить из листа металла путем его деформации заготовку или изделие необходимой формы и конфигурации. Согнуть листовой металл можно как ручным, так и автоматизированным способом, при этом принципы, лежащие в основе технологии в обоих случаях останутся неизменными.
Краткое описание технологии гибки металла
Гибка металла в листах подразумевает изменение формы материала, путем приложения внешней силы (нагрузки или давления) к заготовке, в результате чего начинается контролируемый процесс деформации по линии (форме) изгиба. В основе данной технологии лежат такие естественные свойства металла, как пластичность. В зависимости от пластических свойств листового металла и требований к прочности изделия, гибку можно провести как холодным, так и горячим деформированием.
В промышленных условиях лист металла размещают на специальном оборудовании, между гибочным инструментом, затем металл подвергается направленной деформации.

Гибка металла в листах самостоятельно
Согнуть листовой металл можно собственными силами. Главное — соблюсти ряд правил и заранее выполнить необходимые расчеты. Прежде чем начать гнуть металл, нужно определить величину усилия, которое вы планируете приложить к листу.Необходимая сила воздействия зависит от предельной пластичности металла.
Выполнить расчеты самостоятельно несложно, так как для этого необходимо определить форму, предел ковкости и тип металла, а затем применить рекомендованную рабочую нагрузку в соответствии с задачами гибки. Далее можно воспользоваться таблицей:
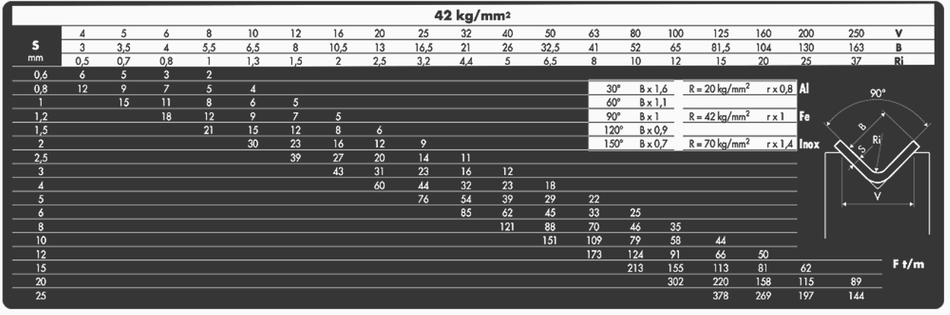
Для этого выбираем из столбца слева толщину листа (S, mm), смотрим вправо, там ряд усилий в тоннах на метр, которые требуются для сгибания такой толщины на матрицах с разным раскрытием и выбираем усилие, в зависимости от задачи и материала.
Например, гибка на угол 90 градусов, при раскрытии матрицы 100 мм, лист толщиной 15 мм, на ширину листа 2 000 мм, черновая сталь. Слева выбираем толщину 15 мм, сверху выбираем столбец со значением раскрытия 100 мм, таким образом получаем пересечение в значении 155:
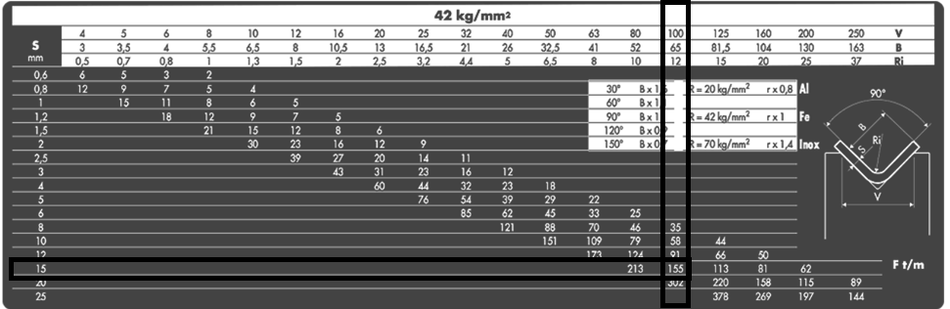
Так как сталь черновая, то коэффициент r равен 1. Соответственно 155*1=155 тонны. Так как ширина гибки 2 000 мм, то умножаешь это значение на 2: 155*2= 310 тонн усилие гибки, которое требуется для выполнения данной задачи. Как видите, расчет не так сложен, если хорошо знать свой материал.
Важно при определении показателя нагрузки заложить небольшую “дельту” на погрешность вычисления, так как если при работе с листовым металлом вы превысите предельное значения усилия, то ваша заготовка порвется или потеряет форму. Помимо этого, необходимо обеспечить равномерную подачу и поддержку листа, чтобы избежать сдвигов и провисания, которые приведут к порче изделия. Немаловажным фактором является правильно выбранный и зафиксированный инструмент. Несоблюдение данного условия может привести к различного рода проблемам, таким как: брак, поломка инструмента, травма персонала и так далее.
Гибка листового металла на профессиональном оборудовании
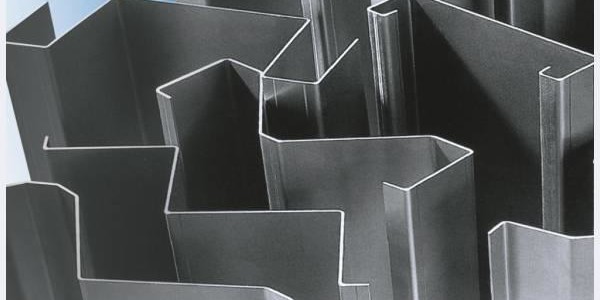
Цена на профессиональное оборудование для гибки металла сильно зависит от сложности получаемого на таком станке изделия и допустимых значений по размеру и пластичности металлических заготовок, с которыми это оборудование может работать. Так, станки для гибки уголков (Г-образных изделий) и швеллеров (П-образных изделий) достаточно доступны по цене и ими располагает мастерская любого размера. Крупные предприятия обладают более широким парком прессов, позволяющих получить практически любое изделие. Лидирующую позицию в гибке металла сейчас занимают гидравлические листогибочные прессы различной степени автоматизации. Сгибание листового металла происходит за счет деформации листа между пуансоном и матрицей. Данная технология позволяет получать изделия любой сложности, размера и тиража.
Виды прессов для гибки листового металла:
- Ручной
Данный вид гибки требует активного участия человека, контролирующего все процессы от положения заготовки на матрице до продолжительности процедуры гибки и усилия.Это существенно удлиняет скорость выполнения работ и влияет на качество продукции. Здесь важную роль играет квалификация и опыт оператора гибки. Технологические возможности такого рода гибки весьма ограничены и применимы лишь для листов небольших толщин и габаритов. Применимо для единичного или мелкосерийного производства.
- Полуавтоматический
При данном типе гибке часть процесса возлагается на контроллер, что безусловно облегчает процедуру и улучшает качество получаемого изделия. Однако всё ещё многое зависит от оператора. Зато здесь уже толщина и габариты сгибаемых листов ограничиваются только мощностными возможностями самого пресса. Подходит для мелкосерийного и серийного производства.
- Автоматический
Самый объёмный по возможностям процесс гибки, который может включать в себя как работу со стандартной ЧПУ, так и полную автоматизацию, в том числе подачу листа, разгрузку деталей, вплоть до роботизации.
Даёт возможность получать сложные по конфигурации изделия. А различные системы компенсации позволяют поучить наивысшее качество, даже на сложных материалах. Идеальное решение для серийного и крупносерийного производства.
Как видите, выбор —сделать всю работу самостоятельно или отдать на выполнение профессионалам зависит от ряда нюанасов, таких как размеры заготовки, тип металла, наличие необходимых инструментов, сложность, рельеф и тираж желаемого изделия и необходимость верно произвести расчеты. Доверяя работы по листообработке нашей компании, вы получите предсказуемо качественный результат.